
真空热压机压板是利用高温高压后半固化片受热固化而将一块或多块内层蚀刻后制板(经黑氧化处理)以及铜箔粘合成一块多层板的制程。
1. 压板生产步骤:
A、排板-----将内层板与半固化片及铜 箔以钢板分隔排好 。
B、压板-----通过压板机将排好的多层 板(book)压合成整体。
2. 大型压板方式
------MASS LAM
------PIN LAM
3. 工艺控制及参数
3.1 层压概念
层压是借助B-Stage半固化片把各层线路薄板粘合成整体的一种手段,这种粘合是通过界面上大分子之间的相互扩散,渗透进而交联而实现的。整个过程包括吻压、全压和冷压三个阶段。在吻压阶段 B-Stage半固化片中的树脂熔融成低粘度树脂,浸润全部粘合面并填充线路空隙,逐出气泡以及逐渐提高树脂的动态粘度,进入高压后彻底完成排气,填隙以及均匀分布至树脂的固化交联反应完全。而冷压是使多层板在快速冷却时保持尺寸稳定。
3.2 压板
----在加热方式上有电加热,蒸汽加热,热盘加热等。
----在加压方式上有非真空液压与真空液压等。
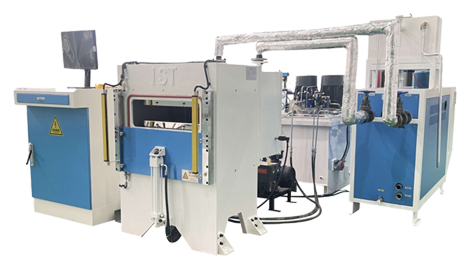
* 本公司使用的压板机为真空热压机,包括热压机与冷压机两大部分。压机有多个开 口(Opening),每个开口可排 8-13 层多层板。
3.3 控制方式
压机主要通过设置加压压力、热盘温度、持续时间并加以抽真空来控制压板的进程。令B-Stage的半固化片压合为C-Stage的完全固化的树脂,将内层基板以及铜箔粘合成一块多层板。
3.4 多层板的各层对位
------包括两重意义------
a. 大型压板的每个BOOK之间的定位,保证每块多层板承受同样的压力。避免因失压导致白边白角报废。
b. 每块多层板的各层之间的对位,保证各层线路不会因错位而导致开路或短路。
------对位方式------
a. 每个BOOK之间的定位通常使用辅助工具 或标志来进行定位。
b. 六层或以上的多层板可通过铆钉的方法先 将内层板固定在一起,保证各层线路不会 错位而导致开路或短路。
c. 更高精度的多层板还可通过 PIN LAM 的 方法来使各层精确地对准。
4. 潜在问题及解决方法
4.1 本制程的主要报废项目
a. 板凹(A14)
b. 气泡(L3)
c. 白点(L5)
d. 席纹(L6)
f. 内层对位不正(L9)
g. 板曲
4.2 主要影响方式
a. 层间结合力不足,会导致多层板在后续制程中抵抗不住各种药液的攻击而出现分层现象。
b. 多层板的收缩主要是因为树脂分子巨大化而产生的,分子结构由疏松变得紧密,产生收缩而导致尺寸的变形。另外各层不同经纬方向的收缩会导致多层板的翘曲。
c. 板料或半固化片的品质不佳会导致白边白角和席纹等外观缺陷。
5. 工艺技术前景展望
随着电子技术的不断发展,尤其大规模和超大规模集成电路的高速发展和广泛应用,多层板也高速向高密度、高精度、高层数化发展。要求可压制应用了盲孔(Blind Via Hole) 、埋孔(Buried Via Hole)、精密阻抗控制(Impedance Control)等技术的精细多层板以满足市场需求。

021-39525673
真空热压机压板是利用高温高压后半固化片受热固化而将一块或多块内层蚀刻后制板(经黑氧化处理)以及铜箔粘合成一块多层板的制程。
1. 压板生产步骤:
A、排板-----将内层板与半固化片及铜 箔以钢板分隔排好 。
B、压板-----通过压板机将排好的多层 板(book)压合成整体。
2. 大型压板方式
------MASS LAM
------PIN LAM
3. 工艺控制及参数
3.1 层压概念
层压是借助B-Stage半固化片把各层线路薄板粘合成整体的一种手段,这种粘合是通过界面上大分子之间的相互扩散,渗透进而交联而实现的。整个过程包括吻压、全压和冷压三个阶段。在吻压阶段 B-Stage半固化片中的树脂熔融成低粘度树脂,浸润全部粘合面并填充线路空隙,逐出气泡以及逐渐提高树脂的动态粘度,进入高压后彻底完成排气,填隙以及均匀分布至树脂的固化交联反应完全。而冷压是使多层板在快速冷却时保持尺寸稳定。
3.2 压板
----在加热方式上有电加热,蒸汽加热,热盘加热等。
----在加压方式上有非真空液压与真空液压等。
* 本公司使用的压板机为真空热压机,包括热压机与冷压机两大部分。压机有多个开 口(Opening),每个开口可排 8-13 层多层板。
3.3 控制方式
压机主要通过设置加压压力、热盘温度、持续时间并加以抽真空来控制压板的进程。令B-Stage的半固化片压合为C-Stage的完全固化的树脂,将内层基板以及铜箔粘合成一块多层板。
3.4 多层板的各层对位
------包括两重意义------
a. 大型压板的每个BOOK之间的定位,保证每块多层板承受同样的压力。避免因失压导致白边白角报废。
b. 每块多层板的各层之间的对位,保证各层线路不会因错位而导致开路或短路。
------对位方式------
a. 每个BOOK之间的定位通常使用辅助工具 或标志来进行定位。
b. 六层或以上的多层板可通过铆钉的方法先 将内层板固定在一起,保证各层线路不会 错位而导致开路或短路。
c. 更高精度的多层板还可通过 PIN LAM 的 方法来使各层精确地对准。
4. 潜在问题及解决方法
4.1 本制程的主要报废项目
a. 板凹(A14)
b. 气泡(L3)
c. 白点(L5)
d. 席纹(L6)
f. 内层对位不正(L9)
g. 板曲
4.2 主要影响方式
a. 层间结合力不足,会导致多层板在后续制程中抵抗不住各种药液的攻击而出现分层现象。
b. 多层板的收缩主要是因为树脂分子巨大化而产生的,分子结构由疏松变得紧密,产生收缩而导致尺寸的变形。另外各层不同经纬方向的收缩会导致多层板的翘曲。
c. 板料或半固化片的品质不佳会导致白边白角和席纹等外观缺陷。
5. 工艺技术前景展望
随着电子技术的不断发展,尤其大规模和超大规模集成电路的高速发展和广泛应用,多层板也高速向高密度、高精度、高层数化发展。要求可压制应用了盲孔(Blind Via Hole) 、埋孔(Buried Via Hole)、精密阻抗控制(Impedance Control)等技术的精细多层板以满足市场需求。
 微信公众号
微信公众号
公司地址:上海市嘉定区安亭镇谢春路1888号6栋A区
联系邮箱:tqf@aist-tech.com
版权所有 爱思特(上海)机械科技有限公司 | 技术支持: | 备案号:沪ICP备2020037866号-2
 公司新闻
公司新闻 公司介绍
公司介绍 资质荣誉
资质荣誉 企业文化
企业文化

